
Kalvon tiivistysrakeistuslinja







Yksivaiheinen teknologia PP-raffia-, kudottu- ja PE/PP-kalvojätteille
LIANDA MACHINERYn suunnittelemassa kalvon kierrätysrakeistimessa käytetään murskaus-, sulateekstruusio-, pelletointi- ja kuivaustuotantotapaa, joka ratkaisee ongelman:
■ Käsinsyötön vaara
■ Pakkosyöttökapasiteetti on pieni
■ Murskaamisen ja suulakepuristuksen jaetun toiminnan manuaalinen kulutus on suuri
■ Säikeiden partikkelikoko ei ole tasainen ja säikeet katkeavat helposti
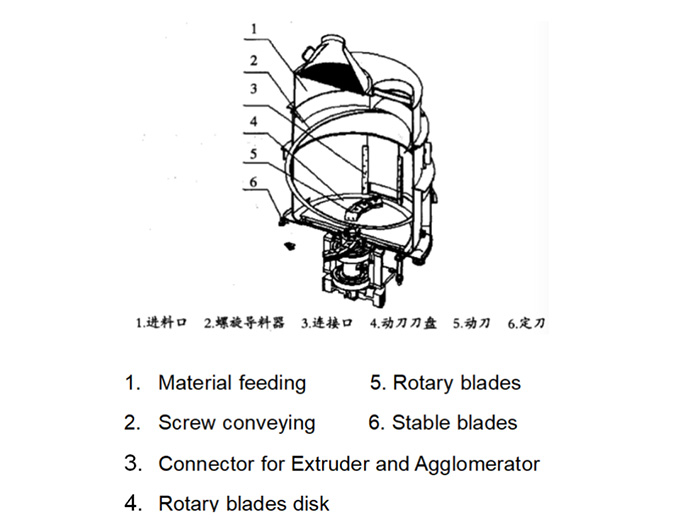
Kalvon rakeistuslaitteistossa käytetään tiivistys- ja murskausmenetelmää. Kun materiaali on syötetty tiivistimeen, se murskaa alaleikkurin päällä, ja leikkuripään nopean leikkaamisen aiheuttama kitka tuottaa lämpöä, joten materiaali kuumennetaan ja kutistuu, jotta se lisää irtotiheyttä. materiaalia ja lisää ruokintamäärää. Tämä prosessimenetelmä auttaa suuresti lisäämään tuotantokapasiteettia


Koneen tekniset tiedot
| Koneen nimi | Kalvon tiivistysrakeistuslinja |
| Lopputuote | Muovipelletit/rakeet |
| Tuotantolinja Komponentit | Kuljetinhihna, leikkurin tiivistimen tynnyri, ekstruuderi, pelletointiyksikkö, vesijäähdytysyksikkö, kuivausyksikkö, siilosäiliö |
| Sovellusmateriaali | HDPE, LDPE, LLDPE, PP, BOPP, CPP, OPP, PA, PC, PS, PU, EPS |
| Ruokinta | Kuljetinhihna (vakio), nippirullan syöttölaite (valinnainen) |
| Ruuvin halkaisija | 65-180mm |
| Ruuvi L/D | 30/1; 32/1;34/1;36/1 |
| Lähtöalue | 100-1200kg/h |
| Ruuvien materiaali | 38CrMoAlA |
| Kaasunpoisto | Yksi- tai kaksinkertainen ilmanpoisto, Ei painettuun kalvoon (räätälöity) Kaksivaiheinen tyyppi (äiti-vauva-ekstruuderi) parantaa kaasunpoistoa |
| Leikkaustyyppi | Vesirengasmuotin pintaleikkaus tai nauhamuoti |
| Näytön vaihtaja | Kaksoistyöasennon hydraulinen näytön vaihtaja pysähtymättä tai räätälöitynä |
| Jäähdytystyyppi | Vesijäähdytteinen |
Koneen tiedot näkyvät

>> Kalvopuristin/agglomeraattori leikkaa kalvon ja tiivistää kalvon nopealla kitkalla
>> Kalvonpuristus/agglomeraattori on suunniteltu tarkkailuikkunalla, jotta asiakkaat voivat avata, puhdistaa ja vaihtaa teriä
>> Kun materiaali on saapunut puristimeen, se murskataan ja tiivistetään, ja nopeasti pyörivä puristin heittää materiaalin yksiruuviseen ekstruuderiin virtausreittiä pitkin. Puristimeen voidaan luoda korkeampi lämpötila, joka tiivistää muovin pelleteiksi ja


>> Vesirengaspelletointilaite, pelletointinopeutta ohjataan invertterillä, mukaan lukien kuumaleikkaussuutin, taittokartio, vesirenkaan kansi, veitsen pidike, veitsilevy, veitsitanko jne.
>> Non-stop hydraulinen näytön vaihtaja, suutinpäässä on paineanturi, joka kehottaa näytön vaihtamaan, ei tarvitse pysähtyä näytön vaihtamiseksi ja nopea näytön vaihto
>> Pelletit leikataan suoraan vesirengassuuttimen päähän ja pelletit syötetään pystysuoraan vedenpoistokoneeseen veden jäähtymisen jälkeen, säikeiden katkeamisongelmaa ei esiinny;

Ohjausjärjestelmä
■ Syöttö: Hihnakuljetin kulkee vai ei, riippuu kalvopuristimen/agglomeraattorin sähköisestä valuutasta. Hihnakuljetin lopettaa kuljetuksen, kun kalvopuristimen/agglomeraattorin sähkövirta ylittää asetetun arvon.
■ Kalvonpuristimen/agglomeraattorin lämpötila: Materiaalin kitkan synnyttämän lämpötilan on varmistettava, että materiaali kuumenee, käpristyy, kutistuu ja menee suulakepuristimeen tasaisesti, ja sillä on tietty vaikutus puristimen moottorin pyörimisnopeuteen.
■ Ruuviekstruuderin nopeutta voidaan säätää (syötettävän materiaalin muodon mukaan)
■ Pelletointinopeutta voidaan säätää (materiaalituotannon ja koon mukaan)






